
Controllo di qualità
Stai leggendo sulla QUALITÀ | Salta a TECNOLOGIA >
Un impegno sempre presente
Una cultura di qualità e la ricerca dell’eccellenza costituiscono la trama delle attività globali del Gruppo Lafitte. Tutte le fasi di produzione, dalla selezione delle materie prime alla garanzia della qualità degli ordini in uscita, sono sottoposte ad un sistema integrato di monitoraggio e verificazione.

+8,000
Analisi del TCA (per anno)
+4,000,000
Tappi di sughero analizzati con PerfectGO (per anno)
+6,000,000
Tappi sensorialmente testati (per anno)
Controllo di qualità.
Poche aziende sono così focalizzate e guidate come Lafitte. L’impegno per l’innovazione e la qualità si unisce al know-how generazionale per pianificare progetti ed attrezzature che ci permettono di garantire prodotti impeccabili.
Durante la produzione, la materia prima è sottoposta a diversi livelli di controllo. I nostri rigorosi standard di qualità sono misurati durante ogni fase di produzione da operatori che usano testaggi e tecniche di misurazione avanzate. La materia prima è quindi ulteriormente ispezionata dal laboratorio per garantire gli standard di qualità prestabiliti.
Il nostro controllo di qualità
-

Processi preventivi
La creazione di un prodotto perfetto richiede dedicazione sin dall’inizio. Questi processi assicurano la giusta conservazione della materia prima.
-

Processi di sterilizzazione
Al fine di garantire la perfetta conservazione dei prodotti dei nostri clienti, eseguiamo una serie de procedure di pulizia profonda per rimuovere tutti gli odori indesiderati.
-

Controllo dei processi
Puntare alla perfezione è un compito ambizioso, ma questo non spaventa Lafitte. Noi vogliamo consegnare il miglior prodotto possibile, e ciò implica verificare i nostri stessi procedimenti di controllo.

Processi Preventivi.
Si cerca di individuare la metodologia più efficace per ottenere la neutralità organolettica.
- Un processo di preparazione del sughero pulito, con il minor impatto possibile per il materiale, rispettando la sicurezza dei lavoratori e dell’ambiente;
- Un processo che selettivamente elimina ed estrae, con la miglior efficienza possibile, i composti organici indesiderati: clorofenoli e cloroanisoli;
- Un processo che non influenza gli altri composti organici del sughero, responsabili delle proprietà indispensabili del sughero, materia prima per la chiusura delle bottiglie e la conservazione del vino.

Immagazzinamento ottimale delle plance di sughero
Le plance di sughero vengono collocate in un patio per un periodo minimo di stabilizzazione di 6 mesi, fino a quando non raggiungono un contenuto di umidità uniforme. Le pile di sughero sono identificate per consentire che attraverso i lotti si risalga alla loro origine.
La tracciabilità è un punto essenziale per poter certificare il sistema di gestione da parte dell’International Code of Good Practice e dal Forest Stewardship Council (FSC).
Le pile di sughero sono costruite in forma rettangolare, perpendicolare al vento prevalente e collocate su travi di cemento per massimizzare la circolazione dell’aria, facilitare il drenaggio dell’acqua e prevenire la contaminazione microbica.

Bollire il sughero
Le plance di sughero sono bollite in vasche di acciaio inossidabile per rimuovere le impurità, pulire l’intera superficie e permettere al sughero di raggiungere il livello di umidità ideale per la sua lavorazione. Ogni lotto viene bollito per un’ora, fino a raggiungere il 20% di volume in più, rendendoli così più regolari e facili da lavorare.

Selezione del sughero
Dopo il periodo di riposo, le plance vengono selezionate da operatori specializzati per essere trasformate in sughero naturale. Quelle più sottili vengono usate per la produzione di dischetti per tappi tecnici.

Autoclave
Processo di deodorizzazione, stabilizzazione dimensionale e regolarizzazione dei contenuti igrometrici delle plance di sughero attraverso l’azione combinata di vapore acqueo, pressione e temperatura in condizioni ottimizzate.
Processi de sterilizzazione.
MaxClean
In questa fase, i microgranuli subiscono un trattamento complementare per estrarre i componenti organici volatili (come 2,4,6 – TCA) e ridurre la carica microbiologica mediante trascinamento del vapore.
MaxClean Evolution (per tappi di sughero)
Utilizzata nel trattamento dei tappi di sughero naturale, questa tecnologia fornisce tappi di sughero con TCA non rilevabili. I composti come 2,4,6 – TCA e altri composti organici indesiderabili presenti nel sughero, vengono estratti attraverso un sistema di deodorizzazione/sterilizzazione con una combinazione di pressione di vapore, temperatura e tempo, mantenendo intatte le notevoli caratteristiche del sughero naturale e delle sue prestazioni impareggiabili, essenziali per la conservazione e l’evoluzione dei vini.
Controllo dei Processi.
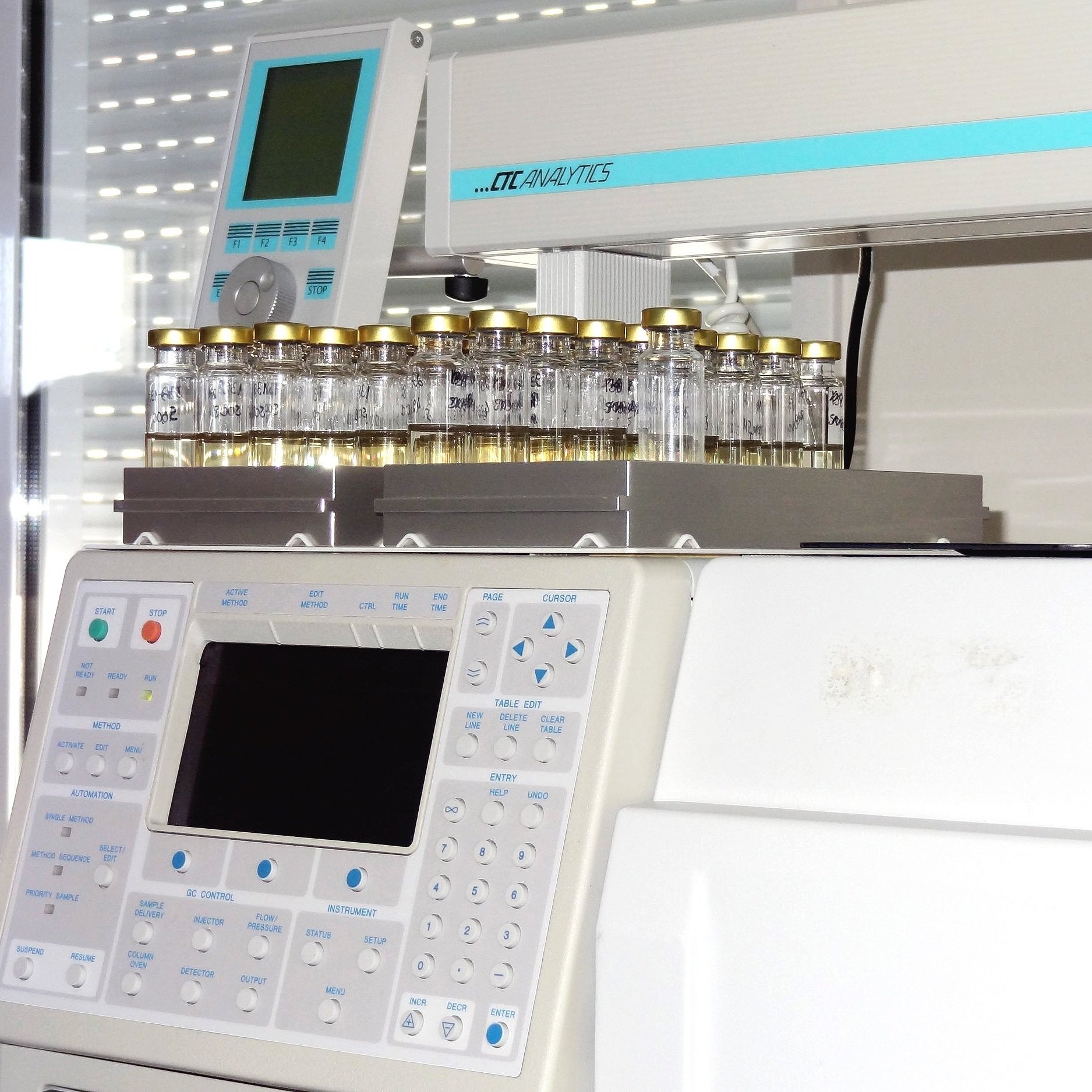
Analisi del TCA
Durante l’intero processo di produzione, i campioni rappresentativi di ciascun lotto vengono sottoposti ad analisi di cloroanisoli, utilizzando la metodologia della cromatografia del gas, allo scopo di rilevare componenti indesiderabili come i cloroanisoli.

PerfectGO
PerfectGO è un sistema unico di rilevamento del tappo che segnala livelli di TCA inferiori al limite di rilievo.
I tappi sono introdotti in uno spazio chiuso ed inerte e sottoposti a temperatura controllata per volatilizzare la molecola di TCA contenuta nel sughero.
La quantificazione del TCA è effettuata per equivalenza con la tecnica della microestrazione in fase solida (SPME) e la cromatografia del gas (GC) e consente la segregazione di tappi con un contenuto di TCA inferiore ai limiti di rilievo, creando lotti 100% liberi da TCA.

Analisi sensoriale
I lotti di sughero vengono sottoposti ad analisi sensoriale da parte di tecnici specializzati per controllare i composti volatili indesiderati presenti nel sughero, in particolare: 2,4,6-tricloroanisolo (TCA).
I test realizzati durante la produzione posso essere raggruppati nel seguente modo:

Test Fisici
Umidità
Dimensioni
Densità

Test Chimici
Residui ossidanti
Residui solidi
Analisi sensoriale
Analisi di cloroanisoli
(TCA, TeCA, PCA)

Test Meccanici
Forza di estrazione
Comportamento di sigillatura
Capillarità
Resistenza all’acqua bollente
Recupero elasticità

Altri
Microbiologia
Pompa idrostatica
Assorbimento

Norme di qualità.
Siamo uno dei membri fondatori del Cork Quality Council (CQC) in California, e membri del CTCOR. Tutti i materiali utilizzati nella produzione e trattamento sono approvati dal FDA.
Il nostro Laboratorio di Controllo di Qualità Integrale si impegna ad utilizzare la tecnologia più recente per garantire il miglioramento del processo di produzione.
Insieme alla nostra analisi sensoriale su tutti i lotti di sughero grezzo, un laboratorio esterno esamina il TCA attraverso lo SPME, cromatografia del gas e analisi specifiche della massa, per aiutarci a massimizzare la neutralità di tutti i nostri prodotti.
La nostra struttura di Napa gestisce la prima camera umida, infusa di ozono, in California. Questo generatore di ozono innovativo aiuta ad eliminare la crescita microbiologica sui tappi trattati, senza sottoprodotti o contaminanti residuali.

Rivestimento a base d’acqua.
Il nostro uso esclusivo di vernici a base d’acqua per tutti i nostri prodotti costituisce un passo importante per fornire ai nostri clienti qualità e sicurezza totali. La vernice a base d’acqua presenta molti benefici:
Sicurezza Ambientale
Meno del 5% di composti organici volatili (V.O.C.) e non contiene nessun metallo pesante.
Sicurezza per l’uomo
Non tossica e potenzialmente innocua, non contiene sostanze classificate CMR riscontrate in altre vernici, le quali possono causare effetti cancerigeni e teratogenici.
Qualità Tecnica
La qualità antiaderente di questa vernice funziona meglio sulla linea di imbottigliamento, data la notevole consistenza.
Qualità Estetica
Smoother, more homogenous coverage on both tin and aluminum materials.

In arrivo.
Tutto il sughero che arriva a noi è rigorosamente testato dalle procedure di garanzia di qualità di Lafitte California e classificato secondo le norme di Cork Quality Control (CQC) per garantire che la qualità di ciò che riceviamo soddisfi la qualità degli ordini.
Lafitte California sottopone tutto il sughero in arrivo ad una ispezione visuale e olfattiva, mentre i singoli lotti vengono campionati e sottoposti ad analisi chimiche.
Durante la procedura di campionamento, un Rapporto di Controllo di Qualità degli Arrivi registra il grado, il livello di umidità, la dimensione, la qualità visiva, gli ossidanti residui, il controllo dell’igiene, la potenziale degradazione, la densità, l’effetto sensoriale sul vino e l’analisi esterna di TCA.
I lotti vengono immagazzinati per la lavorazione e per il trattamento superficiale finale da Lafitte California al momento dell’ordine di acquisto.


Lavorazione.
Le balle di sughero fustellato e lavato sono trasferite per la lavorazione in un magazzino pulito, asciutto e ben ventilato, sistemate per dimensione e qualità.
Il sughero è marchiato su richiesta con testo o logotipo per consentire di personalizzare il prodotto e garantire la sua tracciabilità. L’ispezione visiva quotidiana garantisce il colore corretto e la qualità del marchio.
La nostra Sala di Umidità innovativa combina la più recente tecnologia a base di ozono per umidificare e prevenire la contaminazione microbiologica, assicurando che l’umidità del sughero rimanga intorno ad un ottimale 5-6%, come raccomandato dal CQC e garantire una tenuta adeguata durante l’imbottigliamento.
In uscita.
Il trattamento superficiale finale dei tappi è determinato dal tipo di vino e dalle attrezzature d’imbottigliamento utilizzate dal cliente. Per determinare la qualità del trattamento finale, i campioni vengono ispezionati per verificare i livelli di polvere, il comportamento di tenuta, la forza di estrazione e l’assorbimento.
Tutti i risultati sono registrati in un Rapporto di Controllo di Qualità del prodotto in Uscita prima di passare alle fasi di imballaggio e spedizione per garantire che gli standard di qualità corrispondano ai requisiti chiesti dal cliente.
I tappi trattati e testati sono imballati per preservare il sughero nelle condizioni ideali, iniettando SO2 nei sacchi confezionati, prima della loro sigillatura.
Abitualmente, i campioni di sughero vengono rimossi in modo asettico dopo il confezionamento e analizzati da un laboratorio esterno al fine di garantire che non sia presente contaminazione di batteri, lieviti o muffe.
